

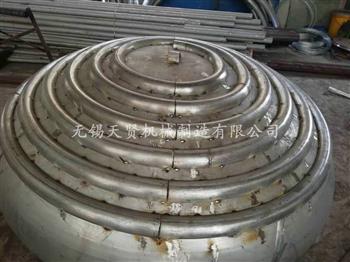
封头盘管安装过程的控制重点主要在安装前,需要测量封头的外周长,并在简体和封头上做好标记,以确保安装的准确性和位置的一致性。定位焊完成后,进行正式的焊接。焊接过程中要确保焊缝的质量,避免出现焊接缺陷,如裂纹、夹渣等。焊接完成后,要及时清理焊缝、热影响区及周围的焊渣、飞溅、污染物,并进行PT检查和表面酸洗,以确保焊缝的质量和表面的清洁度。在安装过程中,要注意不锈钢封头表面的防护,防止磕碰划伤。安装完成后,封头盘管应避免在露天存放,以防雨淋。封头与筒体组焊时,要避免强制组焊,结构设计要防止拘束应力过大,以确保焊接质量和结构。安装完成后,需要进行水压试验。试验用水氯离子含量不得大于25mg/L,以避免对封头盘管造成腐蚀。试验后要及时吹干,防止内部积水导致腐蚀或东结。在选择材料时,应选用耐腐蚀、高强度的不锈钢或碳钢,以确保盘管在不同工况下的稳定运行。制造工艺包括下料、焊接、粗加工、精加工和表面处理等多个步骤,每个步骤都需要严格控制质量,确保产品的性能和可靠性。此外,在安装过程中,还应遵循相关标准和规范,确保盘管安装规范,避免弯曲过度、压力过大等问题。同时,应定期维护和检查盘管,防止积垢和堵塞,保持其良好的热交换性能。
请注意,以上信息仅供参考。具体的安装过程和控制重点可能因产品型号、应用场景和厂家要求而有所不同。
文章来源于:http://www.wxtianxian.com/newsdetail-47666.html

